Come see live demos of Real-Time Detection of Adulteration in Spices at the American Spice Trade Association (ASTA) Annual Meeting, 16-18 April in Tucson. On the same days, you can instead see our Remote-Sensing turnkey and payload packages at the EARSeL Workshop on Imaging Spectroscopy in Valencia, Spain.
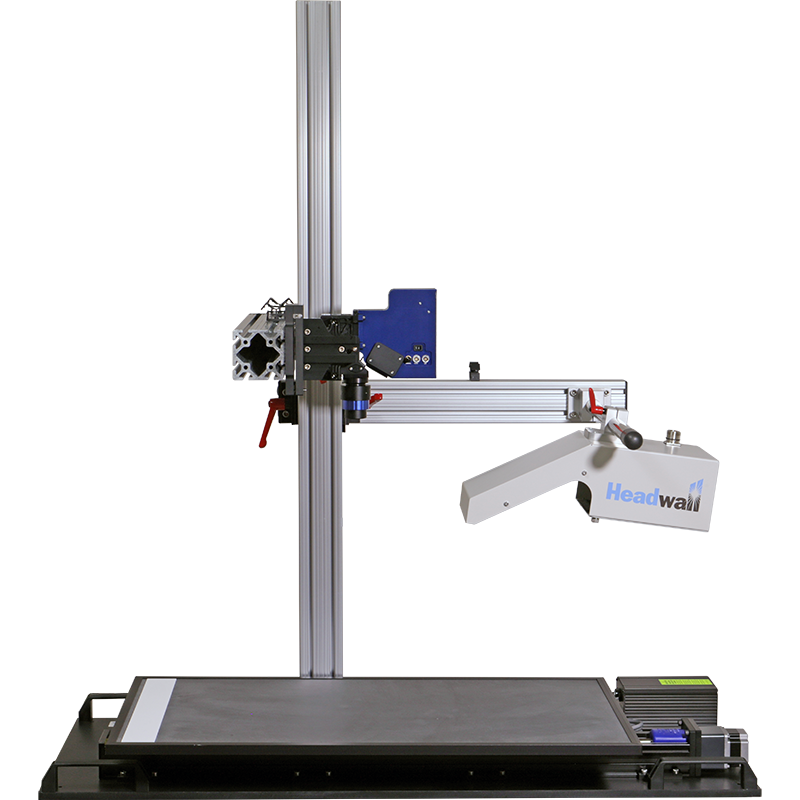
The Hyperspec® MV.X, is really a system, not just a sensor or camera. It enables users to realize the value of spatial and hyperspectral information in applications like machine vision, contactless product quality monitoring, counterfeit detection, and process analytics. Designed for use in harsh industrial environments and capable of functioning both inside and outside, the MV.X offers simplicity of installation and direct output of actionable results.

Packaged in a compact, dust-resistant, and watertight housing, the Hyperspec® MV.X™ is designed to be used in advanced machine vision, quality monitoring, and process analytical applications. This rugged solution can be installed in both inside and outside production environments.
The award-winning Hyperspec® MV.X™ introduces to the industry a fully integrated hyperspectral imaging (HSI) system. This enables users to realize the value of spatial and spectral information in industrial applications like automated sorting, quality inspection, authenticity verification, and process monitoring.
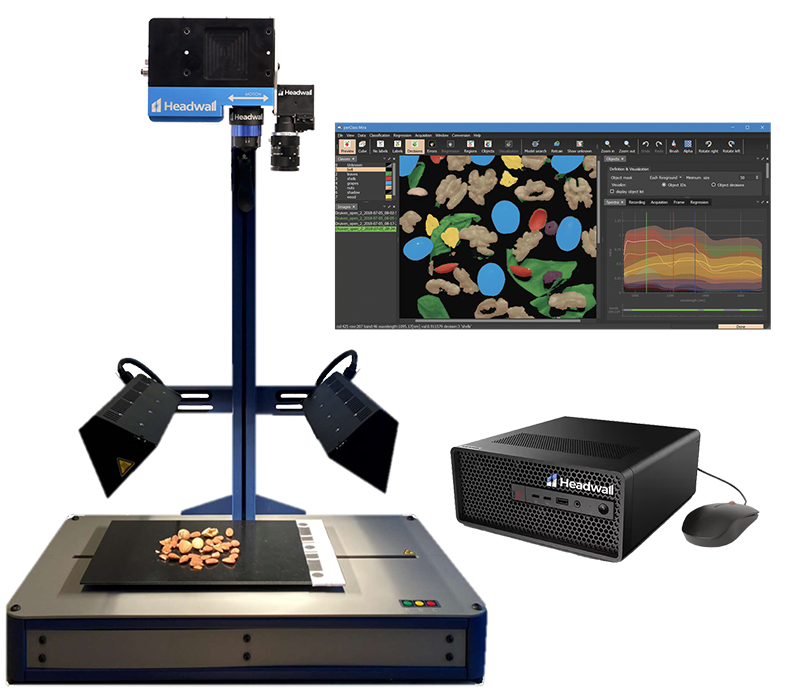
Hyperspectral imaging (HSI) has been gaining ground as a technique that enables food processors to apply advanced automated sorting and inspection solutions to alleviate some of the most tedious and labor-intensive tasks. Collecting highly resolved spectral information for each pixel in the image enables the detection of slight differences in color or composition to improve sorting and grading decisions.
While most foreign objects can be separated during initial screening, objects that are similar in appearance to acceptable quality product are often very hard to catch. Final sorting of products like tree nuts can benefit from the power of HSI. Processors can both optimize their use of manpower and improve quality by adopting automation powered by hyperspectral imaging.
From a regulatory perspective, few industries depend on rigorous inspection more than poultry and meat processing. Use of HSI to inspect poultry for wholesomeness, detection of fecal contamination, septicemia, and skin tumors early in the process can help save significant processing costs and reduce the risk of recalls. When processing livestock, the technique helps accurately pinpoint areas on a carcass that require attention.
The repeatability of digital HSI helps automate tasks that previously could only be performed manually. The MV.X solves these challenging problems and enables development and deployment of automation to reduce costs, improve quality, and increase consistency of grading for tree nuts, berries, and a variety of other food and non-food products.
Deployment of process analytical technologies (PAT) in food and pharmaceuticals is accelerated by the growing adoption of Industry 4.0 concepts. The MV.X can be networked directly into plant controls. It can serve as a non-contact, real-time analytical solution for prediction of product characteristics, including sweetness, pH, intramuscular fat content, histamine levels, and other critical attributes that traditionally require sampling and laboratory testing.
Spectral data collected in the near-infrared helps detect or quantify features that traditional vision techniques cannot see. Hyperspectral systems have historically faced significant hurdles in industrial deployment due to the need to handle vast amounts of raw data as well as cope with the complexity of model development. Headwall’s MV.X platform overcomes these obstacles by combining a high performance spectrometer with powerful embedded computing to extract actionable results in real time.
| Part Number | Product Name | Minimum Working Distance |
|---|---|---|
| 1004A-21576 | 8mm, f/1.8, Hyper-APO, 400-1700nm, C-mount | 100mm |
| 1004A-21577 | 12mm, f/1.8, Hyper-APO, 400-1700nm, C-mount | 100mm |
| 1004A-21578 | 16mm, f/1.8, Hyper-APO, 400-1700nm, C-mount | 100mm |
| 1004A-21579 | 25mm, f/1.8, Hyper-APO, 400-1700nm, C-mount | 100mm |
| 1004A-21569 | 16mm f/2.8, APO 400-800nm (1000nm), C-mount | 150mm |
| 1004A-21566 | 24mm f/2.0, APO 400-800nm (1000nm), C-mount | 111mm |
To request a quote or a demo please select the product features you are interested in.
For more information download the product data sheets:
Copyright 2023 © All Right Reserved Design by Cloud a la Carte